刀友论坛
标题: [9楼更新ZDP-189和VG10打磨]:钢材保持性大PK:440C/AUS8/VG10/S30V/CPM-M4/ZDP-189 [打印本页]
作者: T-9000 时间: 2012-10-7 18:48
标题: [9楼更新ZDP-189和VG10打磨]:钢材保持性大PK:440C/AUS8/VG10/S30V/CPM-M4/ZDP-189
本帖最后由 T-9000 于 2012-10-10 20:25 编辑
我手头刀具的钢材究竟保持性如何?对比其他钢材的优势在哪里?
VG10和S30V到底谁的保持性更好?
新型的高硬度钢材系列是否能够有更好的保持性?而不是在使用中更容易崩口?
我为某款型号升级钢材多掏的钱,是否能换来同等的性能提升?
这把刀我挺喜欢的,但钢材没用过,会不会钢材不好花了冤枉钱?
我觉得,这些都是一直困扰不少刀友的问题,一直以来刀具的钢材都是影响刀友选择的很大原因,试想如果大沙用的是440C,花田洋用的是不是斩700多段麻绳照样过纸的ZDP-189,而是普通的154CM,而你看中的一款设计出色的价格不菲刀具,用的也是中低档的钢材,你是否还会欣然掏钱购买?我得承认,很多时候,钢材的低端或者不高档,缺乏硬度和保持性的"噱头",会成为我选择刀具的重大阻碍,而厂商也吃准消费者的这种心理,往往会在一些热销的经典型号上,推出不同的钢材,每次他们都会拿出一堆数据告诉你”这是全天下最好的钢材,他锋利无比,坚不可摧“,然而事实是否真的如此?不说手工的那些,就算是现在量产的型号,我们可以数得出的钢材就多达几十种,而大部分钢材的硬度区间非常接近,到底A和B的区别在哪里?到底什么钢材是兼顾了耐磨性,硬度和韧性?究竟我有没有必要多花那么多钱,就为了钢材上的一点点提升呢?所以我想做个测试,解决我心头的这些问题。在我们论坛,或者其他论坛,确实有不少的刀具测评贴,但大多数都是针对某款刀具的完工度,设计,性能,手感甚至他的收藏性,而真正将不同钢材做比较科学系统的对比测试的帖子,我几乎没有找到,所以我打算拿出六种比较具有代表性的钢材,通过一系列科学,辩证的测试,来最终得出保持性孰强孰弱的结论。
首先是测试钢材类型,分别是:440C,AUS8,VG-10,CPM-S30V,CPM-M4,ZDP-189。对应的刀具型号分别是仿TOPS一把,BOKER-AK74侧跳一把,蜘蛛C10一把,C36一把,蝴蝶810一把以及ZDP-189的C10一把。之所以选择蜘蛛蝴蝶为主,是因为他们的热处理绝对不算好,但要与其他量产厂商对比,也绝对算不上差,至少我没看出CR的S30V有比C36好,也没看出SOG的VG10强过了C10,因此中庸,才具有代表性,才能更好的得出符合大部分刀友手头同样钢材保持性的结果。
然后是测试方法:采用计分淘汰制,我们一共切割8种不同材料,每种材料随着难度的提升有着各自的分值,总共累计1000分(若有钢材通过全部八项,则会增加第九项奖励分值500测试,共1500分),每把刀在每种材料上切割相同的刀数,如果切割完一种材料而保持性不下降,那么此刀/钢材就能获得相应的分值。看下表,分别切割细尼龙绳,粗尼龙绳,双绞线,粗麻绳,硬纸板,松木方,松木圆,竹筷,以及XXX:

计分规则:
若切割完某材料,客观上能过A4纸,主观上不起白线或崩口,则此项得到全部分值,继续测试。
若切割完某材料 ,客观上能过A4纸,主观上起了白线或崩口,则此项得到一半分值,继续测试。
若切割某完材料 ,客观上不能过A4纸,主观上起了白线或崩口,则此项不得分,测试结束,计算此钢材总得分。
符号表示:"O"代表全部得分,"△"代表得一半分,"X"代表不得分
我会视频全程直录测试过程,由于DC的问题会有小间断,因此我会合并视频再上传,需要一些时间,但会做到99%还原整个测试过程!
最终全部测试结束后我会以柱形图标示出此次测试的直观保持性对比
为模拟效果,非真实测试结果:

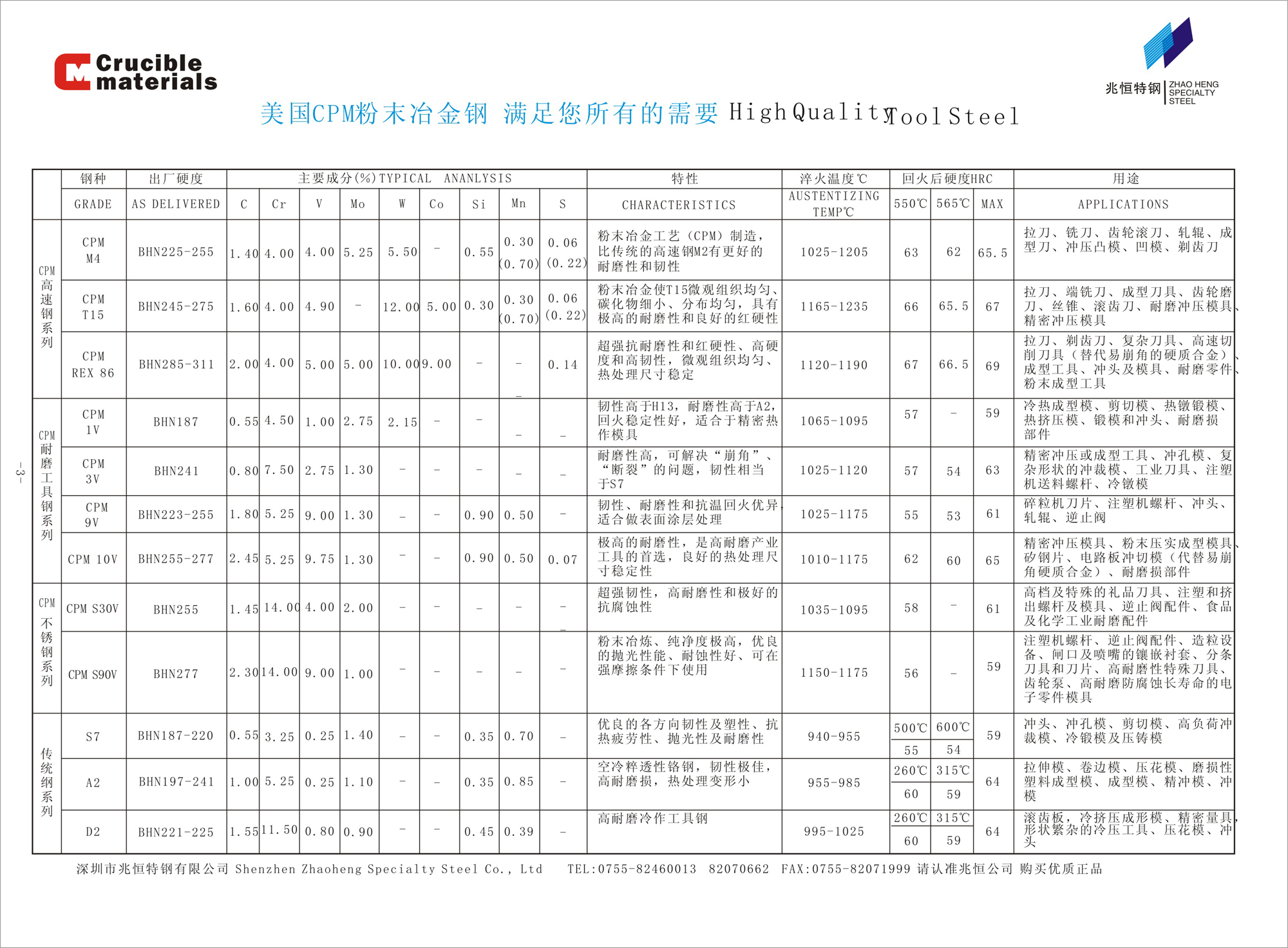
先上参与测试的刀具的图片,钢材标号以及细节,顺便附两张来自论坛的钢材参数图片
刀具及测试材料总览(昨天测试后今天刚拍的,所以双绞线和硬纸板已经没了)


标号和刃口细节(除了ZDP-189,VG-10的C10和C36,其他三把刀都磨过刃并用5000目砂纸+研磨膏抛光了刃),点击可看完整大图:















作者: T-9000 时间: 2012-10-7 18:48
本帖最后由 T-9000 于 2012-10-7 22:56 编辑
先附上钢材参数表(来自论坛刀友提供):


因为占楼不够,这里补充一下最后用S30V,ZDP-189,VG-10刀尖刻滑CPM-M4的810刃部的图片,涂层都被刮花但刃没有问题,可以看出手头810的热处理不存在问题(测试结果也直观证明了)
作者: T-9000 时间: 2012-10-7 18:49
本帖最后由 T-9000 于 2012-10-8 22:02 编辑
视频连接地址(不能插入视频真心郁闷.....)
第一天测试内容
钢材保持性对比评测第一天A(重点注意每把刀在切割到粗尼龙时的困难程度!!)
http://v.youku.com/v_show/id_XNDU4NTkzMTUy.html
钢材保持性对比评测第一天B(重点注意每把刀切割硬纸板的流畅性,以及AUS8在初试切割粗麻绳时的表现,可以很好的对照视频C的内容)
http://v.youku.com/v_show/id_XNDU4NjczMzc2.html
另外补充一点,很多人对打分制可能会有疑问,是不是低端钢材的的差距拉得太大,远超过参数上的差距?我说明下,这个打分制的本质是基于在实际使用过程中刀具是否能够顺利完成任务,一旦刃角峰值下降你会看到如同视频所示会大大增加材料的切割难度,甚至切不动,那么即使这把刀还能切切豆腐水果什么的,我也可以认为他基本失去了使用价值,刀具是否有好的保持性根本是在使用时的直观感受,切割是否流畅,是否省力,而440C和AUS8没有参加第二天的测试,也是基于这个最基本的原因。另外视频C的切粗麻绳环节可以非常清楚的看到其他钢材和第一天AUS8切割时的明显差距,尤其是M4和ZDP-189的优异表现在流畅性,切割的平整度方面很明显,我还在找其他地方传,争取早点放出.
作者: T-9000 时间: 2012-10-7 18:49
本帖最后由 T-9000 于 2012-10-8 22:03 编辑
第一天测试过程及结果
1,细尼龙绳环节:
每把刀都顺利通过,没有影响保持性,但切割流畅性的直观感受中,S30V的C36,M4的810和ZDP-189的C10明显更为优秀.(46刀/钢材)


2,双绞线环节:
每把刀都顺利通过,没有出现保持性下降的问题,说明较软的一些金属类似于铜丝之类不会对刀具保持性带来多大影响,哪怕是440C.(20刀/钢材)

3,粗尼龙绳环节:
这个环节超出了我的预期,买的粗尼龙绳材料非常难切(难度大于之后的粗麻绳),但对保持性影响却不大,耗时较多,除了440C有保持性的下降外其他刀具都无压力.(50CM/钢材)


4,粗麻绳环节A部分:
粗麻绳第一天只有AUS8参加了测试,BOKER AK74第一刀下去还比较流畅,但切到17到就切不动了,保持性衰退较为厉害,因此只得一半分,因为天色已晚为节约时间先进行了硬纸板的切割.(20刀/钢材)

5,硬纸板环节:
硬纸板环节对保持性要求比较高,所有刀具都参加了测试,但440C,AUS8两把刀保持性明显退化不得分,VG-10的C10和S30V的C36在切割完硬纸板后主观无白线,但切割流畅性下降,因此得一半分数.CPM-M4的810和ZDP-189的C10均顺利通过测试,主观无白线,削纸无压力,得满分。(20刀/钢材)



截止第一天测试完毕,440C止步于150分,AUS8止步于275分,其他钢材表现待第二天测试结果.
作者: T-9000 时间: 2012-10-7 18:49
本帖最后由 T-9000 于 2012-10-8 22:03 编辑
第二天测试过程及结果
NOTICE!视频C总算通过56审核,视频全部更新完毕!!第一天地址在3楼,这边放上第二天,以及注意点:
如果不认可我的结论,请用以自己看到的最真实的过程得出结论,第二天视频比第一天精彩,细节也比较多,希望大家能认真看完.
钢材保持性对比评测第二天C(重点注意切粗麻绳VG-10,S30V,ZDP-189及CPM-M4四把刀分别的表现,注意切割速度,流畅性,刃口平整度等方面,可知810和ZDP-189的C10表现优于其他两把刀):
钢材保持性对比评测第二天D(重点注意20分钟后VG10与ZDP-189切完最后五刀铁盒后的刃部对比,非常直观):
1,粗麻绳环节B:
昨天一共4把刀通过了测试,第二天直接继续粗麻绳的切割,在切割粗麻绳环节过程中(视频上传后可仔细观察对比每把刀的切割流畅度),S30V和VG-10表现达标,而ZDP-189的C10和M4的810在切割30MM粗的麻绳环节表现优异,切割的流畅性,省力以及切口的平整程度,都比其他两把刀好.(20刀/钢材)



2,松木方环节:
切松木环节每把刀表现都不错,没有太大的保持性方面的影响,VG-10在切完松木方后目测有白线,但削A4问题不大,得一半分,S30V在松木方环节没有问题,CPM-M4以及ZDP-189两把刀在这个环节没有任何问题,得到满分.(1段/钢材)



3,松木圆环节:
进行到切断松木圆环节,VG-10保持性继续有所下降,目测刃部50%有明显白线,但仍能切削A4纸,应该是产生了细微锯齿的效果,得一半分。S30V也出现极细小的白线,但切割流畅性不受影响,削纸无压力得一半分.ZDP-189和CPM-M4两把刀在这个环节轻松过关,没有白线,切削性依然以为流畅,得满分。(1段/钢材)
4,竹筷环节:
削竹筷环节比较出乎意料,虽然密度和硬度都大于松木,但四把刀每把切削10段以后,保持性均没有收到影响,VG-10白线还是比较明显,但切纸和之前手感区别不大,因此也拿满分,此环节4把刀均拿到满分.(10刀/钢材)




5,奖励分铁皮盒环节:
(10刀/钢材)
铁皮盒是预备为表现极为优异的刀具准备的,一开始没预料到4把刀都能进入这个环节(虽然VG-10有点勉强),铁皮盒原本是打算各切5刀,但在一开始的20刀之后4把刀保持性衰退仍不明显,于是又切了20刀,每把刀总共切了10下,在测试完后VG-10刀刃前部出现明显白线和崩口细节,已经卷刃,刀具切削性明显下降,因此不得分,S30-V在有细微白线后并无扩大痕迹,切削性仍旧保持较好,因此得一半分,ZDP-189的C10和CPM-M4的810在经过了所有测试后,仍旧保持了无白线且流畅的切割性,满分通过全部测试.
PS:VG-10和ZDP-189一模一样两把大平磨的C10,在此轮测试中差距明显拉开,硬度偏低的VG-10反而先于ZDP-189崩口和卷刃,让人对ZDP-189的保持性感到惊叹,关注ZDP-189或CPM-M4的也可以在我视频上传后仔细看我在切割时细节方面的体现。




切完共40刀铁盒结束所有测试,合影留念。

最终得分和保持性结果如下图所示:
作者: T-9000 时间: 2012-10-7 18:50
本帖最后由 T-9000 于 2012-10-9 18:35 编辑
视频及总结暂留......,我在视频里会一边说一边切,大家主要以看视频为主,会更直观一些。
让我们看一下经过所有测试后每把刀的刃部情况
(为表示真实性特地放在切割后的曲奇铁盒上拍摄,请注意对比原先刃部的图片)
440C的仿TOPS
AUS8的BOKER AK74
CPM-S30V的C36(刃后部的极细白线拍不到,只有刀尖部分)
CPM-M4的810
用S30V,VG-10和ZDP-189三把刀尖滑过刃的细节图,涂层有划痕但没掉,刃没有丝毫伤痕,可见至少我手头这把810没有硬度问题.
微距可看到刃口有极细小的微锯齿,可见最终得分相同但还是稍逊于ZDP-189
我是分割线~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~
大家最最关心的C10的对比,VG-10 VS ZDP-189,差距非常明显
<<<<<9楼更新VG-10 C10刃部修复图片>>>>>
先看一下VG-10伤痕累累的刃部
刃角微距,能拍到真不容易,可以看出VG-10的C10在切完铁盒后刃部的崩口
然后再来看一下ZDP-189的C10,再次强调这两把C10除了钢材和柄的颜色有区别,其他一模一样,并且经历了完全相同量级的测试,刃口原先锋利程度可参考之前的微距图,没本质区别.
补充刃线细节一张,之前忘记放了,对比VG10的刃线优势明显
在切割了46段细尼龙绳,50CM段粗尼龙绳,20段双绞线,20段粗麻绳,两根松木,10段竹筷,20刀硬纸板以及最后10刀铁盒以后,还能有如此漂亮的刃部,一句话形容这次ZDP-189 C10的表现——”完美“
作者: peterwangh 时间: 2012-10-7 18:59
在这个版面再鼓励一下!
希望也能测测154CM和D2这两个常见的中端钢材。
作者: DRAGON_YRS 时间: 2012-10-7 19:09
实际测试造福刀友,力挺楼主。
作者: T-9000 时间: 2012-10-7 19:39
本帖最后由 T-9000 于 2012-10-10 21:00 编辑
视频已经全部更新完毕,请移步3L及5L
此处更新VG10和ZDP-189的C10打磨
VG-10的C10由于白线较多,有崩口,因此今天简单打磨了下(1500,3000磨刀石,5000目砂纸+研磨膏抛光),磨过多次一直感觉这种钢材打磨性还是不错的(有时打磨性和耐磨性并不矛盾,毕竟磨石的硬度高太多),很容易就能抛到非常锋利(用时10分钟不到,抛M4时超过20分钟,还抛不掉原厂刃,极难磨),不比AUS8这类较低硬度的钢材难磨,另外此次评测中ZDP-189保持性下降极有限,因此暂不打磨,以后会补上实际研磨感受,不知道这么硬的钢会不会跟M4一样太难磨。上几张图.已经磨到我认为的“极度锋利”状态,即锋利程度超过原厂开刃,垂直竖切流畅过整张A4,可以极为轻松的剃毛(涂点泡沫可以直接刮胡子无痛感),并且指腹轻触刀刃平滑无锯齿,有粘住肉的感觉,极易误伤手指。
点击可看大图(打算换着EDC,调整了背夹位置,没换刀)
刃线微距图(第一张小白点是灰,没擦干净),对比之前已经恢复到完全平整(刃线平整到如同下面两张图的拼接线),而且抛光后也去除了研磨的极细微距,当然如果有上W目的磨石再精研磨,效果会更好,但一般修复不会那么麻烦.
刃刨出的A4纸花(最窄段不足0.1MM,越窄说明刃角锋利度越高)
由于大家对ZDP-189的打磨性比较好奇,今天特地磨了下(之前保持性很优异完全没磨得必要,所以测试前仍是原厂刃状态),由于此刀在经过所有测试后并未有明显白线或崩口,所以研磨过程和VG10有区别,直接上3000目磨掉原厂刃纹,然后5000目砂纸抛光,最后达到我要求的“极度锋利”效果,如下图。
原厂刃纹基本打磨干净
刃线平整度
最后说下ZDP-189的打磨感受,从研磨的时间和难易度来说,不仅比CPM-M4好磨,也比S30V好磨,感觉 只比磨VG10稍微难一点点,这所谓的“一点点”主要体现在最后抛光并去除刀锋微锯齿的环节。相信接触过高目数研磨的XD都有感触,越是细的目数越是软,所以在5000目抛光的环节ZDP-189要抛到之前VG10同等的锋利度,所花时间要多出50%,也就是常说的不容易磨到特别锋利,但一般锋利通过3000目以下的磨刀石很容易做到,所以仍然是较易打磨的钢材,这种打磨性对于蜘蛛标称64HRC实测应该不低于62HRC的超硬钢材来说已经很难得了(硬度实测67-68的花田洋应该会更难磨一些,但相信没什么人会去磨他).我想这也许是CPM系列无论S30V还是M4都有4%左右的钒使其耐磨性特别强的关系,因此相同硬度下也会更难磨一些。
作者: jnbmw 时间: 2012-10-7 19:41
国庆大假,有意义,比看车海人海有意义多了
作者: 人生若只初相见 时间: 2012-10-7 19:42
此乃强帖。必须支持。
作者: planar 时间: 2012-10-7 19:59
如此强帖!!!
但是同为c10. 189的c10比vg10的c10贵多少??
感觉vg10表现也是很不错了
作者: Mornie 时间: 2012-10-7 20:05
楼主辛苦,强力支持~
作者: weichen815 时间: 2012-10-7 20:14
强帖要占前排
作者: peterwangh 时间: 2012-10-7 20:19
如此强帖!!!
但是同为c10. 189的c10比vg10的c10贵多少??
感觉vg10表现也是很不错了
planar 发表于 2012-10-7 19:59 
还真没贵多少,189的900吧,VG10的不到600吧
作者: kuhaizi2011 时间: 2012-10-7 20:20
必须要顶啊 很好的测试啊
作者: weichen815 时间: 2012-10-7 20:20
为什么没测试下154CM?手头几把蝴蝶都是154CM的。。。
作者: T-9000 时间: 2012-10-7 20:22
本帖最后由 T-9000 于 2012-10-8 00:15 编辑
如此强帖!!!
但是同为c10. 189的c10比vg10的c10贵多少??
感觉vg10表现也是很不错了
planar 发表于 2012-10-7 19:59
分值差了一倍,而且ZDP-189还能继续做其他测试,刃部几乎和没测试一样,而VG-10切削性已经面临崩溃,必须重新打磨,这就是实际使用中的保持性优势.这种保持性我觉得已经超过价格上的幅度了,当然也可能有些钢材会坑爹(我其实蛮想测试下同为升级高端钢材的YXR7和CTS-XHP的,谁赞助下),等待我以后再测试吧
作者: 529302077 时间: 2012-10-7 20:25
楼主香港人?
作者: T-9000 时间: 2012-10-7 20:27
本帖最后由 T-9000 于 2012-10-7 20:51 编辑
为什么没测试下154CM?手头几把蝴蝶都是154CM的。。。
weichen815 发表于 2012-10-7 20:20
因为我154CM以前用过的141,910等都不在身边,而且我对154CM无好感,真心不觉得比AUS8好多少,他也是属于廉价易加工的钢材,保持性很一般,当然以后会考虑代替440C作为低端钢材添加进测试.
作者: T-9000 时间: 2012-10-7 20:28
楼主香港人?
529302077 发表于 2012-10-7 20:25
.........听口音听出来的?
作者: kuma5555 时间: 2012-10-7 20:40
zdp-189含碳量超过了2.11%理论上是铸铁,可是欧美厂商把它归类是steel不锈钢。目前能正确调质的厂商不多相关参数大多不可靠。
作者: T-9000 时间: 2012-10-7 20:43
zdp-189含碳量超过了2.11%理论上是铸铁,可是欧美厂商把它归类是steel不锈钢。目前能正确调质的厂商不多相关参数大多不可靠。
kuma5555 发表于 2012-10-7 20:40
是不是有点郑人买鞋?
作者: Mornie 时间: 2012-10-7 20:45
话说我怎么看到两个一样的帖子,就在这个版块,都是LZ大作,是我显示错误么...
好吧,不管怎么说,很有帮助,再次力挺
作者: kuma5555 时间: 2012-10-7 20:47
本帖最后由 kuma5555 于 2012-10-7 20:57 编辑
是不是有点郑人买鞋?
T-9000 发表于 2012-10-7 20:43
铁碳合金和铸铁的区别各国标准是相同的,zdp-189并不是均匀的渗碳体,它的芯和表面的含碳量不同和铁碳合金的物理性能不同,不能同合金钢横向比较最好把zdp-189单独摘出来评测,此材料有争议。
作者: 健行者 时间: 2012-10-7 20:55
果然ZDP-189胜
作者: meilanyu 时间: 2012-10-7 20:59
量产区 高爆以下。
在刀片上来讲 切割手感主要来源于 刃部结构和打磨。
切割双绞线和铁盒虽都是金属,不过前者切割行程短 材料软 手稳不会出现什么问题。
滑动铁盒 材料虽软 不过切割时并不稳 很容易出现侧向力 所以出现毁刃的问题。
作者: suezo 时间: 2012-10-7 21:11
铁碳合金和铸铁的区别各国标准是相同的,zdp-189并不是均匀的渗碳体,它的芯和表面的含碳量不同和铁碳合金的物理性能不同,不能同合金钢横向比较最好把zdp-189单独摘出来评测,此材料有争议。
kuma5555 发表于 2012-10-7 20:47
我觉得,刀友们更多的相信的还是黑猫理论,只要性能好,价格合理,多少人真的在乎那是叫钢还是叫铸铁?既然蜘蛛的zdp189并没有贵上天,就应该可以和别家的钢同场竞技.
作者: dg 时间: 2012-10-7 21:14
强贴啊 这就是篇研究论文
作者: 听风浅唱 时间: 2012-10-7 21:14
这个很有帮助,会持续关注
作者: kuma5555 时间: 2012-10-7 21:16
这么比zdp-189肯定胜出,委屈了那些合金钢。
作者: T-9000 时间: 2012-10-7 21:19
这么比zdp-189肯定胜出,委屈了那些合金钢。
kuma5555 发表于 2012-10-7 21:16
别忽略了CPM-M4也胜出,而且表现不逊于ZDP-189多少,这可是典型的高速钢:
CPM M4HC(HS)(AISI M4)
CPM M4HC 是一种高钒通用高速工具钢,当作为切削和冷用途时,具备比M2和M3更好的耐磨性能韧性。CPM M4是为了在真空或有保护气氛热处理条件下,或者大断面工具钢能获得最佳的硬度而研发的。CPM M4 HC除了具有传统M2工具钢所具备的良好制作性能外,还具备了其不能及的耐磨性和高韧性。
退火硬度:约BHN248
最大硬度:约HRC66
作者: kuma5555 时间: 2012-10-7 21:23
本帖最后由 kuma5555 于 2012-10-7 21:38 编辑
cpm是粉末冶金的它是钢,高速工具钢也是铁碳合金。zdp-189不是纯净的钢应该算铸铁和铬钒钢的混合物,目前只有日立会玩。它们是两个领域的材料力学性能不同。把它踢出去评测更严谨。
作者: ronin_ti4200 时间: 2012-10-7 22:05
1# T-9000
重要文献,留个书签必须的
作者: gkd2222 时间: 2012-10-7 22:19
非常感谢楼主,这才是让人信服的论文。不像有些老前辈总拿刀片的耐磨性来评价刀的好坏!!!!非常感谢!
作者: 次世代任务 时间: 2012-10-7 22:24
最后结果没有超出我的预期,和我预期结果一样,189从来没有长时间使用过,实用最多的是30v,楼主有心的话可以试试m390,20cv,s90v这类超级耐磨不锈钢{:4_144:}
作者: 刃少点 时间: 2012-10-7 22:43
强力支持楼主,谢谢楼主,加上154CM,M390就最好。。
作者: zola_4 时间: 2012-10-7 22:50
这个测试,辛苦LZ了,但我不得不说它不严谨,很多保持性的因素都直接忽略掉了(如果把它当作一个测刀具保持性的实验来看),但是我支持你这样经常性的使用刀具,这是好的
作者: eric0520 时间: 2012-10-7 23:00
我也很想看到m390的测试
作者: T-9000 时间: 2012-10-7 23:01
本帖最后由 T-9000 于 2012-10-7 23:03 编辑
这个测试,辛苦LZ了,但我不得不说它不严谨,很多保持性的因素都直接忽略掉了(如果把它当作一个测刀具保持性的实验来看),但是我支持你这样经常性的使用刀具,这是好的
zola_4 发表于 2012-10-7 22:50
这么快的时间,你应该没看完视频吧。如果纯对比VG10的C10和ZDP-189的C10呢?另外关于我之前驳斥你关于810的问题,已经在测试里验证了,我也会在之后上传完毕补上最后的视频,包括刻画810刀刃的问题(会在视频D的28分钟左右)
作者: T-9000 时间: 2012-10-7 23:05
本帖最后由 T-9000 于 2012-12-29 20:41 编辑
最后结果没有超出我的预期,和我预期结果一样,189从来没有长时间使用过,实用最多的是30v,楼主有心的话可以试试m390,20cv,s90v这类超级耐磨不锈钢{:4_144:}
次世代任务 发表于 2012-10-7 22:24
M390很快会有的,新的710我已经打算收了,有价格更便宜的也可以PM我
作者: zhu75 时间: 2012-10-7 23:09
lz辛苦了,看完此帖最悔的就是把zdp的c10给出了!
作者: zola_4 时间: 2012-10-7 23:19
这么快的时间,你应该没看完视频吧。如果纯对比VG10的C10和ZDP-189的C10呢?另外关于我之前驳斥你关于810的问题,已经在测试里验证了,我也会在之后上传完毕补上最后的视频,包括刻画810刀刃的问题(会在视频D的28 ...
T-9000 发表于 2012-10-7 23:01
我想一直没能清楚我与你谈论的重点,你一直很关注钢材,而较少考虑其它也同样重要的因素,我希望你能考虑到钢材以外的保持性因素,而不是论证你的810热处理有无问题,那不是重点,我说810不好,并不是先在它头上加上一个热处理有问题的头衔而言的,再者,我补充一点你可以试试用810削断老竹筷试试(不是那种完全未风干的新竹筷),切割性的测试你也未测
作者: T-9000 时间: 2012-10-7 23:26
本帖最后由 T-9000 于 2012-10-7 23:39 编辑
我想一直没能清楚我与你谈论的重点,你一直很关注钢材,而较少考虑其它也同样重要的因素,我希望你能考虑到钢材以外的保持性因素,而不是论证你的810热处理有无问题,那不是重点,我说810不好,并不是先在它头上加 ...
zola_4 发表于 2012-10-7 23:19
我觉得你关注的恰恰是最难搞清楚的一块,所有厂商和消费者都知道决定刀具保持性的最主要原因是钢材,这是毋庸置疑的,无论你怎么打磨,我不觉得你可以让440C的保持性超过ZDP-189,打磨只是锦上添花而已,所以根本性的保持性测试重点,必须放在钢材的对比上,然后才是其他的东西,并不是我关注钢材,而是所有人都关注钢材。选择更好的钢材轻松,还是苦练研磨机巧轻松,而论坛上有多少人可以达到你的研磨水平?因此对于99%的人来说,钢材对保持性的影响,远远大于研磨机巧,这个比重是不能被调换的?很多人刀具买来就是用,用的不好就出掉或换其他刀,你不可能要求每个人都有把刀刃结构打磨到120%发挥钢材特性的能力,很多人仅仅是使用者,就好比开车好的未必会修车,而我模拟的就是最贴近真实的刀具使用情况和保持性的退化过程,这才是我做测评的最主要目的,也是给所有刀友在初期选择刀具上有个最基础的概念,如果你是老板,卖给别人一把刀,但实际使用中保持性不如人意,顾客只会觉得钢材不好,热处理不到位,而不会接受所谓”你研磨不到位没有发挥出钢材最强性能“这样的结论的。
另外切麻绳不算切割性,切尼龙绳不算切割性,切松木不算切割性,切竹筷不算切割性,切铁皮盒也不算切割性,只有切细的风干的老竹筷才算是测试切割性,你觉得可笑么?我喜欢做多于说,希望你也可以像我一样通过控制变量,来证明你的观点,比如通过你的打磨,让AUS8或者440C,同样刃角的刀具,经过测试,保持性超过ZDP-189或者M4,这样才有说服力,不是么?
作者: zhouyang302 时间: 2012-10-7 23:38
不辞辛苦大作品,造福刀友当力挺!
作者: zola_4 时间: 2012-10-7 23:40
本帖最后由 zola_4 于 2012-10-7 23:48 编辑
我觉得你关注的恰恰是最难搞清楚的一块,所有厂商和消费者都知道决定刀具保持性的最主要原因是钢材,这是毋庸置疑的,无论你怎么打磨,我不觉得你可以让440C的保持性超过ZDP-189,打磨只是锦上添花而已,所以根本性 ...
T-9000 发表于 2012-10-7 23:26
你又在混淆概念,我一直说的都是S30V和CPMM4而言的,对于这两种钢材,不同的两把刀,刃区的受力你不考虑?研磨的差异你不考虑?打磨分刃与锋,不同的打磨,那区别可就大了去了,专业的力学实验我做得不少,关于保持性因素我自信比你更了解
切割性主要是以切割阻力的倒数来量化的,而被切割物如果足够致密,是比较能明显区分出切割阻力差异的(在切割角度确定的情况下)所以我想让你通过以同样角度削断实心厚纸卷来对比一下切割阻力
作者: zhouyang302 时间: 2012-10-7 23:41
刚收了把ZDP189的C11,日常使用感觉非常棒。玩不起花田洋,准备再来把c10巅峰战士。
作者: T-9000 时间: 2012-10-7 23:57
本帖最后由 T-9000 于 2012-10-8 00:04 编辑
你又在混淆概念,我一直说的都是S30V和CPMM4而言的,对于这两种钢材,不同的两把刀,刃区的受力你不考虑?研磨的差异你不考虑?打磨分刃与锋,不同的打磨,那区别可就大了去了,专业的力学实验我做得不少,关于保持 ...
zola_4 发表于 2012-10-7 23:40
不和你讨论了,没什么意义,你做再多实验,我听不懂,你等于白说,做的事情就要给大家有参考性,能够简单掌握,拿来就用,而不是供人瞻仰,做这个测试前,我就猜到会有回帖提到某些方面不科学或者不够严谨,但这不重要,重要的是实用,重要的是直观,重要的是让大家看得懂,给所有人提供一个良好的参照。关于CPM-S30V和CPM-M4这两种钢材,只有下面的图是最科学的,而不是你的那套理论,你觉得CPM自己研发钢材的公司,都只有耐磨性,硬度,韧性这些指标,你的理论他们会认可么?你还是继续磨你的刀吧,等哪天你把440C或者AUS8磨到保持性超过ZDP-189那天,我再来回你的贴。
作者: 886062 时间: 2012-10-8 00:07
楼主辛苦了,不过这样的测试不能很好的代表钢材实际保持性,因为每一刀的切割角度力度都有可能不同,刀具生产厂家是把刀固定在机器手臂上然后用机器手臂模仿人切割那种带细沙的很多层的厚纸条。
作者: T-9000 时间: 2012-10-8 00:18
楼主辛苦了,不过这样的测试不能很好的代表钢材实际保持性,因为每一刀的切割角度力度都有可能不同,刀具生产厂家是把刀固定在机器手臂上然后用机器手臂模仿人切割那种带细沙的很多层的厚纸条。
886062 发表于 2012-10-8 00:07
因为做不到每一刀都精准,才能模拟实际使用的情况啊。
作者: 我爱小惠 时间: 2012-10-8 00:27
本帖最后由 我爱小惠 于 2012-10-8 00:35 编辑
感谢楼主的巨大福利 如果能测试一下各种钢材包括大马的韧性就更好了
作者: suezo 时间: 2012-10-8 00:36
楼主辛苦了,不过这样的测试不能很好的代表钢材实际保持性,因为每一刀的切割角度力度都有可能不同,刀具生产厂家是把刀固定在机器手臂上然后用机器手臂模仿人切割那种带细沙的很多层的厚纸条。
886062 发表于 2012-10-8 00:07
厂商这样的测试方法,看似科学,其实需要讲究的地方还多得很.比如,这次的削铁皮测试,如果是机器手,因为本身的稳定,就不会出现实际切削时会有的左右摇摆,刃部受很大的横向力导致容易崩刃的现象,就和刀具的实际使用脱节了. 说到底,好不好是要体现在用上的,只有和实际用刀最接近的测试的数据才最有价值,切麻绳很常见,谁没事拿刀去切砂纸?
作者: Soway 时间: 2012-10-8 00:55
辛苦辛苦了,功能及性能测试厉害,且图文并茂加视频,让刀友受益不浅,感谢你,学习了!但在这提出一些看法,得罪之处谨请包函!
1,440c,AUS8,154CM,S30V,CPM一M4,ZDP189,VG10从年份研发到生产都不同,国家也不同,除154CM和CPM一M4美国产其余都是日本产。
2,各种钢的金属化学组成元素不同,含量也不同。
3,各种钢生产设备和生产工艺不同。
作者: jojo202 时间: 2012-10-8 00:58
很不错,楼主辛苦了,留名
作者: Soway 时间: 2012-10-8 01:11
接上!
4,各种钢热处理和回火工艺不同。硬度不同,抗疲劳度也不同 。
5,上述刀型不同,重量,刃厚,磨法,品牌厂商,生产工艺及技术不同。
6,刀的特性和用途不同,开锋角度不同切割能力也不同。
7,测试力度和手柄长度厚度不同。
作者: zola_4 时间: 2012-10-8 01:30
本帖最后由 zola_4 于 2012-10-8 03:51 编辑
不和你讨论了,没什么意义,你做再多实验,我听不懂,你等于白说,做的事情就要给大家有参考性,能够简单掌握,拿来就用,而不是供人瞻仰,做这个测试前,我就猜到会有回帖提到某些方面不科学或者不够严谨,但这不重 ...
T-9000 发表于 2012-10-7 23:57
我至始至终都只提到良好研磨同时切割性良好的C36,810与其比锋利保持性并没有明显的优势,你不能就此扯到只要研磨好440C胜CPMM4这种不考虑实际的言论上去,既然要做保持性对比,排除明显的误差因素是必须的,这跟是否直观没有多大关系,关于钢材性能数据,我曾经写过一篇帖子跟大家详细讨论过,这几种性能数据是怎么测量出来的,它们具体代表何种性能,这些性能是如何起作用(耐冲击韧性,耐磨性,各种强度)里面都有涉及,http://www.iknife.org/viewthread.php?tid=225129&highlight=,我不止一次跟你说过,这些数据只是单纯的钢材性能(只能作为这种钢材性能的参考),不等同于某个具体刀锋的锋利保持性能(有关,但不是一回事),钢厂测的也不是刀锋保持性能,这个区别很大,不能混淆!放轻松,我不是要跟你玩柔术,你不用把我一击击倒,我的想法是否正确,你不妨多尝试一下,对你没坏处,我最多也就只是一个建议,血气方刚的兄弟,我接下来几个月几乎都很少能上来了,求同存异吧~
作者: Soway 时间: 2012-10-8 01:36
接上,因而建议1,不同钢号,同一厚度,同一个刀匠或厂商,同做一款刀型,同一种磨刀方式,同一开刃角度,2,用同一检测设备和方法,洛氏硬度计,测硬度。抗弯测试韧性,拉力测试仪或压力,也可用台钳弯,开锋刃口夹角度,激光角度测试仪,切纸嚣,测试耐锋利度。盐雾测试仪,测试耐锈性。
这是具有科学性和数据性,这样是标准化,从而得出上述钢的性能,同时再检索它的价格,让刀友和刀匠得到理想选择。
作者: Soway 时间: 2012-10-8 02:00
激烈的争论相信大家是对事不对人的,无他,唯学习和进步也!钢也,从古到今治炼技术在进步,刀钢也融入人们的生活需要,这也是社会进步!
作者: sj2005 时间: 2012-10-8 05:13
提示: 作者被禁止或删除 内容自动屏蔽
作者: 欧阳秦方 时间: 2012-10-8 06:42
换双手套吧
作者: Hitman 时间: 2012-10-8 08:35
排除刃角差别,手柄设计令刀锋受下压力程度不同,也有一部分影响。将一把刀的刀锋保持性能集中在钢材上讨论,不严谨。
但此测试以使用角度来看,亦有很大的参考价值
作者: Hitman 时间: 2012-10-8 08:39
另问,近年有最多不同钢材型号的量产刀是?
作者: zmqzmqzmq 时间: 2012-10-8 09:14
好帖子,我非常同意楼主的实际操作中检验的观点,关于刃磨对保持度的影响,我只能同意20%。
继续期待M390钢材的对比。
作者: 月颜 时间: 2012-10-8 09:29
好贴好贴,M4和ZDP189看来还是在保持性上相对强点
作者: 蜘蛛小强 时间: 2012-10-8 09:42
这工作量,必须顶一个!
作者: x17 时间: 2012-10-8 09:47
仿tops的钢鹰是阳江的吧?确信是440c的吗?
作者: 886062 时间: 2012-10-8 10:10
52# suezo
这样的测试唯一的问题是不同的人不同的切割方法得出的结论会完全不同
作者: 886062 时间: 2012-10-8 10:28
50# T-9000
个人觉得帖子标题改为 “蜘蛛s30v,蝴蝶cpm-m4等等保持性大pk” 比较合适。比如切铁皮,如果其中有一刀我很用力,切削时左右摇摆,刃部受很大的横向力导致容易崩刃的现象,但是其他刀具切铁皮时没有这么做,这样就很难说明问题了
作者: xia36 时间: 2012-10-8 10:32
非常牛逼!这测试层次!这工作量!兄弟辛苦了!
这次钢材性能跨距较大,所以结果比较明确。有了这次的经验,以后专门针对S90V和M390(20cv)这类的高端粉末钢,可能需要更加精细的操作记录了。
作者: 拉不达 时间: 2012-10-8 10:52
不错的参考实验,结果也有较大的参考价值。
感谢楼主的试验与分享。
作者: T-9000 时间: 2012-10-8 11:09
50# T-9000
个人觉得帖子标题改为 “蜘蛛s30v,蝴蝶cpm-m4等等保持性大pk” 比较合适。比如切铁皮,如果其中有一刀我很用力,切削时左右摇摆,刃部受很大的横向力导致容易崩刃的现象,但是其他刀具切铁皮时没有这 ...
886062 发表于 2012-10-8 10:28
请仔细观察视频D的切铁盒环节,相信自己的眼睛,不用相信我的结论.
作者: 886062 时间: 2012-10-8 11:31
71# T-9000 我只是打个比方,就是做不到每次切割都完全一样,所以才有疑虑。任何切割角度不好或是切削过程中有横向拖拉的动作都可能造成刀刃不同的损伤,所以刀具生产厂家的测试还是比较科学的,钢材其他的性能比如耐磨性,韧性我更相信钢材生产厂家的数据。楼主的测试也很能说明问题,只是靠这个测试就下结论似乎不妥。
作者: Falling_Rain 时间: 2012-10-8 11:36
接上,因而建议1,不同钢号,同一厚度,同一个刀匠或厂商,同做一款刀型,同一种磨刀方式,同一开刃角度,2,用同一检测设备和方法,洛氏硬度计,测硬度。抗弯测试韧性,拉力测试仪或压力,也可用台钳弯,开锋刃口夹 ...
Soway 发表于 2012-10-8 01:36
兄弟的观点也正是我在看此帖的一些疑问. 只是我没有总结出那么多条. 但是如果真要作出这样科学的数据化的实验, 必须要生产者或者厂家来完成.
楼主实验的价值还是值得肯定的. 直观, 感性地指导一些这类知识缺乏的刀友选刀. 搂主也没有建议大家非189 钢材不买. 而且从搂主回复看出, 他也考虑过这些. 这个测试, 只是
对钢材性能一方面的测试而已, 做个参考就好. 这么多版主的加分肯定, 相信也是这个出发点.
非常感谢楼主的好帖. 做永远比说受人尊敬!
作者: T-9000 时间: 2012-10-8 11:36
本帖最后由 T-9000 于 2012-10-8 14:54 编辑
另外补充一点,很多人对打分制可能会有疑问,是不是低端钢材的的差距拉得太大,远超过参数上的差距?我说明下,这个打分制的本质是基于在实际使用过程中刀具是否能够顺利完成任务,一旦刃角峰值下降你会看到如同视频所示会大大增加材料的切割难度,甚至切不动,那么即使这把刀还能切切豆腐水果什么的,我也可以认为他基本失去了使用价值,刀具是否有好的保持性根本是在使用时的直观感受,切割是否流畅,是否省力,而440C和AUS8没有参加第二天的测试,也是基于这个最基本的原因。另外视频C的切粗麻绳环节可以非常清楚的看到其他钢材和第一天AUS8切割时的明显差距,尤其是M4和ZDP-189的优异表现在流畅性,切割的平整度方面很明显,我还在找其他地方传,争取早点放出.
作者: 次世代任务 时间: 2012-10-8 11:47
S90V的参数注定他保持性不会很出色,暂时不考虑。M390很快会有的,新的710我已经打算收了,有价格更便宜的也可以PM我
T-9000 发表于 2012-10-7 23:05
作者: i42 时间: 2012-10-8 12:24
看完评论, 我只想说, 很多人用科技论文研究所需要的严谨程度, 来要求一个刀友
不要说那么多, 先做起来再说吧
至少从楼主的测试角度和方法看, 使我对这几种钢材有了感性和半理性的认识,
要是有人说我认知程度太低, 那我也认了
作者: dudeweilili 时间: 2012-10-8 12:39
好贴
作者: 和你飞翔 时间: 2012-10-8 13:34
楼主的测试方法也许不够科学和准确,但至少部分代表了实际的使用情况,一把刀用来干什么?主要的功能还是切削吧,所以保持度很重要。没有人会用C10 C11之类的小刀去当撬棍用吧。我对刀的理解。那些牛B的刀都是用来贡着的,不是用的。真正的一把好刀,就是你买得起,用得起,不心疼,锋利,保持度又好的刀。从这点上来讲,我支持楼主,同时希望能尽快看到M390的测试。很感兴趣。
作者: T-9000 时间: 2012-10-8 13:37
本帖最后由 T-9000 于 2012-10-8 14:02 编辑
切割保持度的话完爆你所测试的所有钢种,可能我还是比较喜欢超耐磨的合金钢吧
次世代任务 发表于 2012-10-8 11:47
从参数看耐磨性确实很不错,但是他的热处理硬度不高,这意味着刀锋在连续切割较硬物体时会有较高的卷刃或起白线的可能,耐磨强并不代表保持性好,这就如同你不能用磨刀石做刀,看一下简单的介绍:
CPM优点:
耐磨性=硬度+碳化物
工具钢中最硬的和最耐磨的碳化物为钒碳化物。以往最耐磨的冷作工具钢为高钒型工内钢,A2和D2也就是A7和D7,其含有4-5%的钒,同时碳含量足够高以形成大量的钒碳化物。
在切削工具钢一节已经提到造成传统,导致工具钢耐磨性差异的主要合金元素为钒。M4(4%V)和T15(5%V)被公认为最耐磨的高速工具钢,可用于在切削加工和冷作加工。
正如CPM工艺可以允许高速工具钢含有更高的合金化元素来提高红硬性和耐磨性一样,可用这一特点来生产出高耐磨性的冷作工具钢。可以用CPM工艺来增加钒含量,使其大大超过传统制钢工艺所能允许的钒含量上限。高钒钢CPM 10V和最新研制的CPM 15V,填补了工具钢与碳化物之间的空白。
CPM耐磨V系列
CPM(熔炉斯伯粉末冶金工艺)高性能合金采用粉末冶金工艺制造。熔炉斯伯已经研发出一个完整系列的耐磨高钒工具钢-一耐磨无敌V系列工具钢:CPM3V、 CPM9V、CPMIOV、CPM15V和不锈钢 CPM S30V、CPMS90V。这些钢种可以制作各种塑料加工工具如:喂料螺杆、简衬、回止阀制粒机刀片、注入咀、齐边模、模子、模芯和通道。由于CPM高速钢的优异的耐磨性和耐热性,也可有选择地应用在塑料加工过程中.
钢水经气体雾化生成球状粉末颗粒 , 置于全属容器中抽 真空并密封 , 然后经高温高压 , 实现100% 固化。
回止阀总成中 , 锥头和挡圈是 CPM 产品 的最典型的应用。
CPMS30V
CPMS30V是一种新型、通用,可热处理不锈钢,含钒(V)4%,其耐磨介于440C和90V之间,同 S90V相比,具有相同耐蚀性,但更易于热处理,磨削和加工,是制作大直径和长度较长的注射手口挤出用螺杆。
也可取代420XL来制作对硬度和耐磨性有较高要求的模具和挤出模。S30V也可代替440C 以获得极高的横向韧性和较高的耐磨性。
CPMS30V硬度约BHN255,其典型的应用硬度为HRC58-60。
CPMS90V
CPMS90V是一种含钒(V)9%的可热处理不锈钢,专为在强磨擦条件下使用并要求有好的耐蚀性 而研发的一个钢种。S90V可用于制作挤出模具,树指料湿切机刀片、螺杆、螺杆套、螺杆锥头、外套、逆止阀、模子。对于抛光性能有极高要求的地方,可选择 S90V XL。
CPMS90V硬度大约在BHN255,典型的应用硬度为HRC54-58。
CPM M4HC(HS)(AISI M4)
CPM M4HC 是一种高钒通用高速工具钢,当作为切削和冷用途时,具备比M2和M3更好的耐磨性能韧性。CPM M4是为了在真空或有保护气氛热处理条件下,或者大断面工具钢能获得最佳的硬度而研发的。CPM M4 HC除了具有传统M2工具钢所具备的良好制作性能外,还具备了其不能及的耐磨性和高韧性。
退火硬度:约BHN248
最大硬度:约HRC66
另外我觉得如果看参数就能断言一切,那实际测试就没什么必要了,然而事实上硬度更高的VG-10这次表现逊于CPM-S30V,这就是大家之前无法断言的结论,如果你对S90V非常有信心,可以参照我的整个过程,也做一下测试,对比ZDP-189,CPM-M4等.
作者: T-9000 时间: 2012-10-8 14:01
在这个版面再鼓励一下!
希望也能测测154CM和D2这两个常见的中端钢材。
peterwangh 发表于 2012-10-7 18:59
D2我不打算测试了,属于上一代的钢材,也是工具钢中类似于440C的角色,已经被全面替代,无论是韧性,耐磨,硬度都不能与中端的S30V,VG-10对比,154CM可以考虑,但表现不会比AUS8强多少,这个我心里有点数的。
作者: ericf 时间: 2012-10-8 14:05
手持刀具就是给不同的人拿在手上用的,机器测出来的指标未必完全反应真实结果。我很赞同这种实测。
VG-10可以作为一个基准的材料,因为它本身已经不错了。S30V比它保持性强三分之一,我之前的测试就是这个结果。
作者: ericf 时间: 2012-10-8 14:05
9000朋友,D2值得试的。
作者: peterwangh 时间: 2012-10-8 14:10
D2我不打算测试了,属于上一代的钢材,也是工具钢中类似于440C的角色,已经被全面替代,无论是韧性,耐磨,硬度都不能与中端的S30V,VG-10对比,154CM可以考虑,但表现不会比AUS8强多少,这个我心里有点数的。
T-9000 发表于 2012-10-8 14:01
不会吧,D2仍然是大量被使用在目前生产的刀具中的,没有被全面替代的情况。量产的有蝴蝶,手工的有松田菊男,仍然在大量使用D2钢材。而且D2从指标上来看性能超440C的,热处理硬度能够达到60-62,弱点是防锈差。
作者: T-9000 时间: 2012-10-8 14:17
本帖最后由 T-9000 于 2012-10-9 06:32 编辑
我至始至终都只提到良好研磨同时切割性良好的C36,810与其比锋利保持性并没有明显的优势,你不能就此扯到只要研磨好440C胜CPMM4这种不考虑实际的言论上去,既然要做保持性对比,排除明显的误差因素是必须的,这跟是 ...
zola_4 发表于 2012-10-8 01:30
最后回复你一下,说实话我对你的观点还是很重视的,否则也不会特地做其中一些测试,请回答我几个问题?
1,除了810以外,你有用过其他M4钢材的刀具对比过手头的C36么?如果没有,一把硬度有问题的810,你觉得是否能够作为CPM-M4这个钢材的参照去对比S30V?
2,我的整个测试包含了切割9种材料,CPM-M4的810整体表现优于CPM-S30V的C36,这点你是否认可?或者说不认可的依据在哪里?
3,关于研磨后CPM-S30V性能强于CPM-M4的结论,你是针对810这一把刀,还是所有CPM-M4钢材而言?因为你前后回复有含糊,我需要知道.
4,所谓的“保持性不如S30V”,这个关键结论,你是通过了怎么样的测试得出?切割了什么材料?分别有多少量?通过什么样的观测得出M4保持性下降的结论?
5,关于研磨到位提升刀具保持性这点,我是认可的,但我觉得在总体表现上不会超过20%这个提升空间,不知道你心里是一个什么值,能不能告诉我?
6,在CPM公司给出的参数中,CPM-M4的硬度,韧性以及耐磨性,全面高于CPM-S30V,这个结论你是否认同?
7,上一问如果认同,那么我想请问按照你的理论,是否这三种特性仍然不能说明钢材保持性的优劣?
8,如果一定要加上研磨后的效果,如何科学的去评价每一种钢材?有没有一个固定的量可以参照?如何得出这个量?如果你能做出这方面的结论,我觉得会是突破性的结果.
作者: marcl3000 时间: 2012-10-8 14:18
本帖最后由 marcl3000 于 2012-10-8 14:19 编辑
顶楼主,花费这么多精力和时间分享给刀友们,真不容易啊
还有个问题,基本上要好钢保持性更能体现,基本都要靠磨刀,就是尽量磨到微锯齿都看不到为上选。
作者: T-9000 时间: 2012-10-8 14:24
顶楼主,花费这么多精力和时间分享给刀友们,真不容易啊
还有个问题,基本上要好钢保持性更能体现,基本都要靠磨刀,就是尽量磨到微锯齿都看不到为上选。
marcl3000 发表于 2012-10-8 14:18
除了蜘蛛的两把C10和C36,其他刀我都磨过,也抛光去除了微距齿(5000目砂纸+研磨膏反复抛光),测试前保持性都很好,而至于三把原厂刃,蜘蛛的锋利程度我是不担心的 (虽然也有轻微使用过但完全不受影响),因此初始状态还是基本处于同一水平线的,当然你的建议不错,以后我后考虑全部精研磨再测试.
作者: liebealt 时间: 2012-10-8 14:42
这贴太赞了!lz能再次保证内容的客观真实么,肯定的话我立刻找ZDP-189去{:4_126:}
作者: T-9000 时间: 2012-10-8 14:45
本帖最后由 T-9000 于 2012-10-8 14:55 编辑
不会吧,D2仍然是大量被使用在目前生产的刀具中的,没有被全面替代的情况。量产的有蝴蝶,手工的有松田菊男,仍然在大量使用D2钢材。而且D2从指标上来看性能超440C的,热处理硬度能够达到60-62,弱点是防锈差。
peterwangh 发表于 2012-10-8 14:10
请参考下面两张图,很多刀匠用的钢材,比如SK-5,1095之类,只是更方便制作打磨或者热处理,性能其实并不突出,而且我对于高碳钢(大于碳含量1.5%),没太好的影响,易锈的刀其实也是很麻烦的.
(, 下载次数: 2997)